- ��ӭ���� - �ҾͰ������� - http://www.592dz.com ��
- |
- ���ӽ̳�
- |
- ������������
- |
- ά�̳�
- |
- ����������
- |
- |
- ����
��תѹʵ�ǿ���ϵͳ�����
[10-21 14:24:02] ��Դ��http://www.592dz.com ���Ƽ��� �Ķ���9996��
��Ҫ�����裬��ȻӰ�칫·�Ľ�����������������Σ���г���ȫ���������ñ����ļӹ����չ��̾ͺ���Ҫ������תѹʵ�Ǽ���е���������DZ���һ��������ӹ������нϸ�Ʒ��Ҫ��Ҳ��Ҫ�����������ϵͳ���нϸߵ��Զ��������ܻ������IJ�����һ��ͨ���봥����ͨѶ���Ƶ�PLCϵͳ��2 ϵͳ�Ĺ���ԭ���Ϳ���Ҫ�� ͼ1����תѹʵ�ǻ�е�ṹ��ʾ��ͼ����ϵͳҪʵ��ֱ�ߺ�ת�������˶���ʽ����������̨���(��ͼ1)��һ̨��ֱ���ŷ������Ŀ����ĸ˽����Ľ��������ʵ�ֿɱ��ٵ�ֱ���˶�������һ̨���ɱ�Ƶ�����Ƶ��ٵ�ת�̿��Ƶ����ŵ��ٵ������Ƶ������������������ٶ�ʵ��ת�̵�ƫ�ĽǶ�У�������ٶ�ʵ��ת����ת�ͷ�ת�˶���ȫϵͳ�ɵ����ͻ�еϵͳ��Ͽ��ƣ��������ת���ⶨ��ѹ����⡢���ٵ�Ҫ�����Ҫ���г���λ���ӽ��������Ի�е״̬���м�⣬��ȷ��ϵͳ�İ�ȫ��ȫϵͳͨ����������ɲ����趨����ʾ��2��1 ����ԭ�� ��ϵͳ����������תҡ�ȵ�ԭ�����ĸ˽������Ƶ�������ĸˣ��Զ�ٶ�ʹѹͷ���У��������Ͳǰ���ٽ����Ͳ�����������й����У����ϼ��ѹͷ�����ܵ�ѹ����ѹͷ�ֵ����������ѹͷ�ﵽһ��ѹ�����ĸ˽������Ƶ������ѹǿ���ٶȱ�����ϵ���٣�ͬʱת��ת�����Ƶ������ת��ҡת�����������ҡ�ȣ�����ѹͷ��������ѹ������Ҫ�ı�����2��
��תѹʵ�ǿ���ϵͳ�����,http://www.592dz.com���Ľ���������FPO��Hitech��������������תѹʵ�ǿ���ϵͳ�е�Ӧ�ã�������ϵͳ��Ӳ���ṹ���������˼�롣ʵ��֤������ϵͳ���пɿ���ȡ������Ч����
�ؼ�����PLC ������ ��תѹʵ��
1 ����
�ִ���ҵ���Ʋ��ϳ������ܻ����Զ�������չ�������Զ��������ߡ���������ϵͳ����ӿ�֣����ٽ���PLC�����ܿ�������ϵͳά���е�Ӧ�á����ͬʱ���Ƕ��ֳ��ɲ����ԡ���ά����Ҫ��Ҳ������ߡ����������в����������Ѻã���̼���PLCͨѶ���ã�����������ǿ���ŵ㣬�ܽϺõ��������ǵ���ЩҪ����ʹ�ô����������ڹ�ҵ����õ�Խ��Խ�㷺��Ӧ�á�
��תѹʵ�������ڼӹ����ܼ������������Ļ�е����ϵͳ����Ϊ����������ܵļ����ڹ�·�����к���Ҫ�����壬���ܲ��ϸ������һ�����ڸ��ٹ�·���裬��ȻӰ�칫·�Ľ�����������������Σ���г���ȫ���������ñ����ļӹ����չ��̾ͺ���Ҫ������תѹʵ�Ǽ���е���������DZ���һ��������ӹ������нϸ�Ʒ��Ҫ��Ҳ��Ҫ�����������ϵͳ���нϸߵ��Զ��������ܻ������IJ�����һ��ͨ���봥����ͨѶ���Ƶ�PLCϵͳ��

2 ϵͳ�Ĺ���ԭ���Ϳ���Ҫ��
ͼ1����תѹʵ�ǻ�е�ṹ��ʾ��ͼ����ϵͳҪʵ��ֱ�ߺ�ת�������˶���ʽ����������̨���(��ͼ1)��һ̨��ֱ���ŷ������Ŀ����ĸ˽����Ľ��������ʵ�ֿɱ��ٵ�ֱ���˶�������һ̨���ɱ�Ƶ�����Ƶ��ٵ�ת�̿��Ƶ����ŵ��ٵ������Ƶ������������������ٶ�ʵ��ת�̵�ƫ�ĽǶ�У�������ٶ�ʵ��ת����ת�ͷ�ת�˶���ȫϵͳ�ɵ����ͻ�еϵͳ��Ͽ��ƣ��������ת���ⶨ��ѹ����⡢���ٵ�Ҫ�����Ҫ���г���λ���ӽ��������Ի�е״̬���м�⣬��ȷ��ϵͳ�İ�ȫ��ȫϵͳͨ����������ɲ����趨����ʾ��
2��1 ����ԭ��
��ϵͳ����������תҡ�ȵ�ԭ�����ĸ˽������Ƶ�������ĸˣ��Զ�ٶ�ʹѹͷ���У��������Ͳǰ���ٽ����Ͳ�����������й����У����ϼ��ѹͷ�����ܵ�ѹ����ѹͷ�ֵ����������ѹͷ�ﵽһ��ѹ�����ĸ˽������Ƶ������ѹǿ���ٶȱ�����ϵ���٣�ͬʱת��ת�����Ƶ������ת��ҡת�����������ҡ�ȣ�����ѹͷ��������ѹ������Ҫ�ı�����
2��2 ����Ҫ��
�ٱ��Ҫ���ĸ����о�����ͨ�������ĸ˽������Ƶ���IJ������壬�ٰ����ĸ˽�����ת�������ġ���ϵͳ�ļ������нζ���߶��йأ����ٲ�����ĸ߶Ȳ�����ȷ���ͻ�Ӱ�쵽ϵͳ�İ�ȫ���У�������ٵľ���Ҫ��ܸߡ�
�ڵ��ٺ͵���Ҫ����ѹͷѹ���������ʱ������ѹͷ����һ��ѹǿ���ĸ�һ�㶼���ڵ������нΣ��ĸ˽������Ƶ�������ٶ�̫�죬�ĸ˽������Ƶ��Ť�ع���ѹͷ�ij���ѹ�����ߣ����Ӱ�쵽ϵͳ��ȫ���С��������Ҫ��ߡ����Ҫ���ĸ˽������Ƶ����ѹ���仯�Զ����������ٶȡ�
��ϵͳ�Զ����й����У���ξ�ȷ�����������壬��ξ�ȷ�ص��٣����DZ�ϵͳ���ƹؼ���
3 ����ϵͳ��ƪ�
3��1 ����ϵͳ���ܪ�
(1)ʵ����תѹʵ�ǵĻ������ܣ���
(2)ʵ���˻��Ի����棻��
(3)ʵ�ֶ�ϵͳ���й����г��ֹ���������Ϲ��ܣ���ͨ���˻�������ʾ����
(4)���Ϸ���ʱ��ϵͳ�Զ�ֹͣ����ͬʱ����������������
(5)����ʱ��ӡ��Ҫ����Ϣ����
3��2 ����ϵͳ���
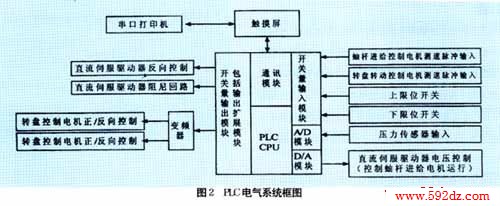
��ͼ2��ʾ����ϵͳѡ������FP0ϵ��14��PLC������8��������6������㣬����һ��RS232CͨѶ�ں�һ��RS422��̿ڡ��˻�������ô���RS232��RS485ͨѶ�ڵ�PWSl711STN���������˻�ͨ��RS232����PLC����ͨѶ��ϵͳ����AC220��DC24V��Դ�����ⲿ������
3��3 ����ϵͳ�������
ϵͳ���������Ҫ�������ֹ��ɣ�һ�����Ǵ������Ļ�����ƣ���һ������PLC������ơ�
(a)�˻�����������ƪ�
�˻��������û��趨���ղ����Ĺؼ����Լ���Ϣ��ʾ����Ҫ�豸����ϵͳ���õĴ�������֧�������PLC����ͨѶ����������ADP3�ṩ�˹���ǿ��ľ�ָ��ڱ���п��Դ���ʡPLC�ij���������ʹPLC�Ŀ��ƾ��ȼ�Ч����ѻ���
�˻�������Ҫ����������ɣ�һ������ϵͳ�����������趨�������ֶ�������ʽ���Զ�������ʽ�����֡������ֶ�������ʽ��Ҫ��������תѹʵ�ǵIJ��ԽΣ��Զ�������ʽ������תѹʵ�ǵ��Զ����У�?�����Զ�����������ת���ͱ�߿�������ģʽ����һ�����DZ����������á�
�����˻�������������»��棺������(ͼ3)���Զ���ʽ����(ͼ4)���ֶ���ʽѡ����(ͼ5)����������(ͼ6)��
������(��ͼ3)�����������ѹǿ�趨��ѹͷ������Сѹǿ�趨����Ͱǰ���ѹǿ�趨���Զ���ʽѡ���ֶ����Է�ʽѡ��
- ���칦��
- ��Ƭ��ѧϰ
- ��س����
- ��ѹ��Դ
- �Զ�����
- ����������
- �ƹ���Ƶ�·
- ��·���
- PCB���
- CAD CAM
- ����ư�
- ��е�ӹ�
- ʴ����ӡ
- �Ʋ�Ϳ��
- ��·����Ƭ
- ��ҵ��
- �繤����֪ʶ
- ��������
- ��������
- ���ӻ���֪ʶ
- �������
- ��ȫ����֪ʶ
- ¥�����
- ���ӵ�
- ���ܽ���
- �ۺϲ���
- ��Ϣ��ʾ���缼��
- �ӿڶ���
- �����
- EDA/PLD
- ��������EMC
- ������
- ��·����
- ���ɵ�·
- RF��Ƶ
- armǶ��ʽ
- ��Դ����
- FPGA
- ���Ƽ���
- Ƕ��ʽϵͳ
- ģ����Ӽ���
- �������
- ���ӵ�·ͼ
- ��������
- ���¡����Ƽ�����
- ���š����Ƽ�����
��ϵ���� | ��վ��ͼ | ���ӽ̳� | ������������ | ά�̳� | ά����������
Copyright �ҾͰ������� All Right Reserved.